Wprowadzenie
W procesie śrutowania coraz większe znaczenie ma nie tylko sama technologia, ale także dane, które pozwalają ją kontrolować i rozwijać. W wielu zakładach produkcyjnych śrutownice pracują latami w oparciu o ustalone wcześniej ustawienia, bez regularnej analizy ich efektywności. W praktyce oznacza to, że proces działa, ale niekoniecznie w sposób optymalny pod względem kosztów, wydajności i jakości.
Zbieranie danych pozwala przejść z podejścia opartego na „wyczuciu” do świadomego zarządzania procesem. Dzięki temu można dokładnie określić, jakie parametry wpływają na wynik końcowy, gdzie pojawiają się straty oraz które elementy wymagają poprawy. Co ważne, wiele problemów – takich jak rosnące zużycie ścierniwa czy spadek wydajności – rozwija się stopniowo i bez analizy danych pozostaje niezauważonych przez długi czas.
Dane z procesu śrutowania mogą dotyczyć wielu obszarów – od parametrów pracy maszyny, przez zużycie materiałów, aż po jakość efektu końcowego. Ich regularne zbieranie i porównywanie pozwala szybko wychwycić odchylenia i reagować zanim przerodzą się w realne problemy produkcyjne.
W praktyce oznacza to większą kontrolę nad procesem, lepszą powtarzalność oraz możliwość podejmowania decyzji na podstawie konkretnych informacji, a nie domysłów.
Parametry pracy maszyny
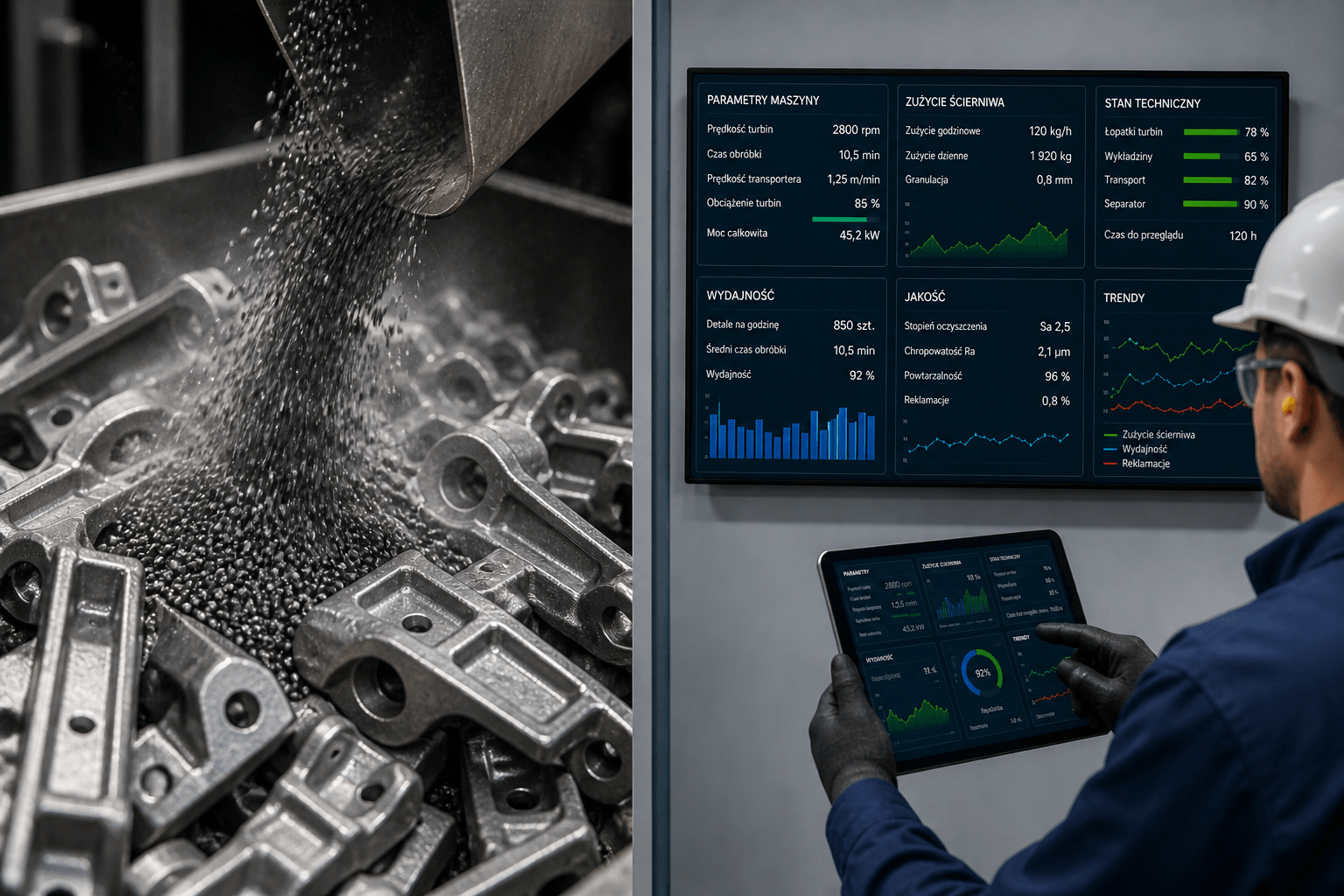
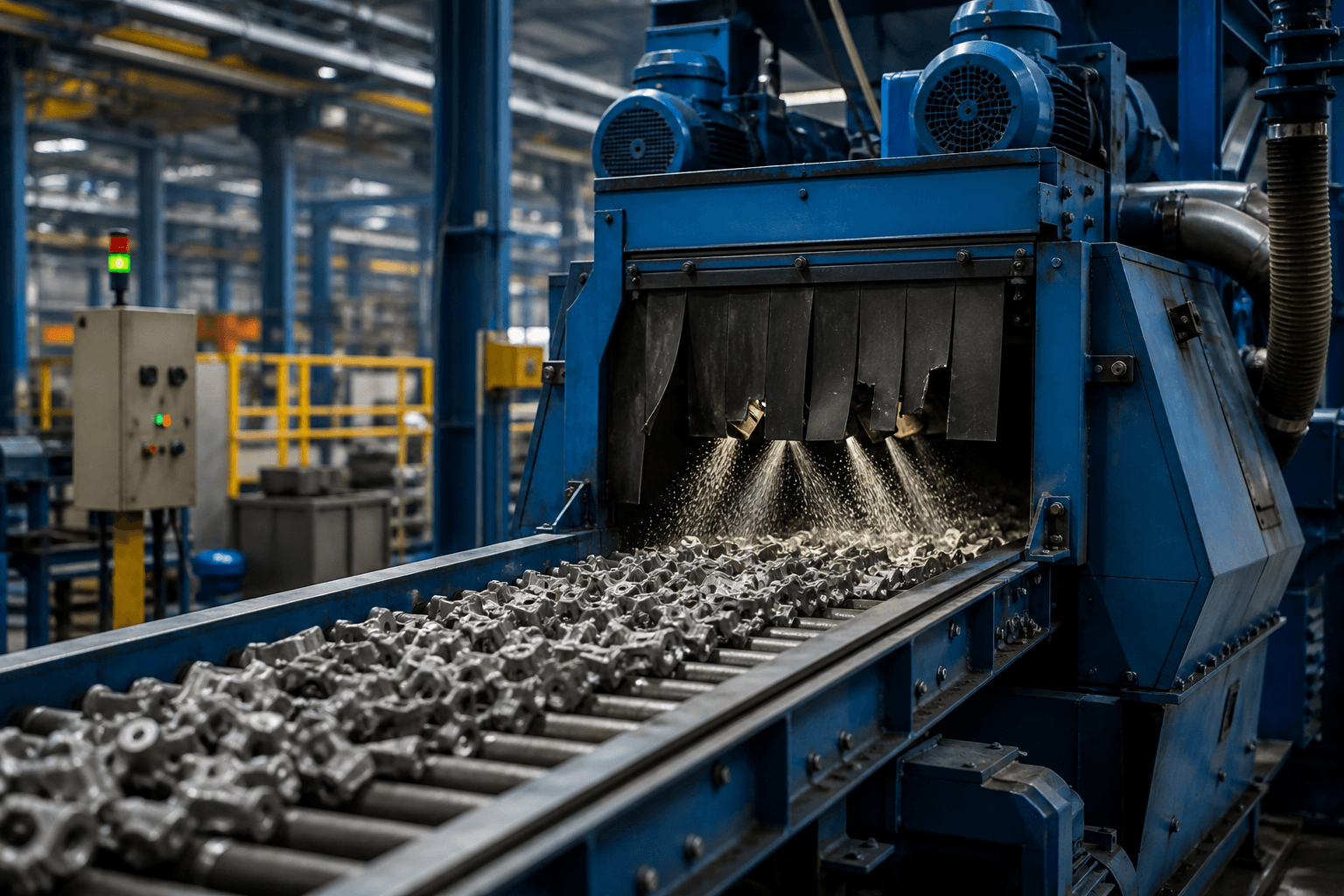
Parametry pracy śrutownicy to podstawowe dane, które powinny być stale monitorowane, jeśli celem jest poprawa efektywności procesu. To one bezpośrednio wpływają na jakość obróbki, zużycie energii oraz wydajność produkcji. W praktyce jednak często są ustawiane raz i pozostają bez kontroli, mimo że warunki pracy mogą się zmieniać.
Do najważniejszych parametrów należą prędkość turbin, czas obróbki oraz prędkość transportera. Każdy z nich ma bezpośredni wpływ na intensywność śrutowania. Zbyt wysokie ustawienia mogą prowadzić do niepotrzebnego zużycia energii i przyspieszonego zużycia części, natomiast zbyt niskie powodują wydłużenie procesu i spadek wydajności.
Istotne jest także monitorowanie stabilności tych parametrów w czasie. Nawet jeśli ustawienia na panelu pozostają niezmienne, rzeczywista praca maszyny może się różnić, na przykład w wyniku zużycia elementów lub zmian obciążenia. Dlatego warto zbierać dane nie tylko o ustawieniach, ale również o ich rzeczywistym działaniu.
Regularna analiza parametrów pozwala wykryć odchylenia i dostosować ustawienia do aktualnych warunków produkcji. Dzięki temu proces może być bardziej przewidywalny i efektywny.
W praktyce oznacza to, że kontrola parametrów nie powinna być jednorazową czynnością, lecz stałym elementem zarządzania śrutownią.
Zużycie i jakość ścierniwa
Zużycie ścierniwa to jeden z najważniejszych wskaźników, które warto monitorować w procesie śrutowania. W praktyce wiele zakładów skupia się jedynie na jego uzupełnianiu, pomijając analizę tego, ile materiału faktycznie jest zużywane i w jakim tempie traci swoje właściwości. Tymczasem to właśnie ścierniwo odpowiada za efektywność obróbki i ma bezpośredni wpływ na koszty.
Regularne zbieranie danych o zużyciu pozwala określić, czy proces działa stabilnie. Nagły wzrost zużycia może wskazywać na problemy z turbinami, nieszczelności w układzie lub nieprawidłową pracę separatora. Z kolei zbyt niskie zużycie może oznaczać spadek intensywności śrutowania i pogorszenie jakości obróbki.
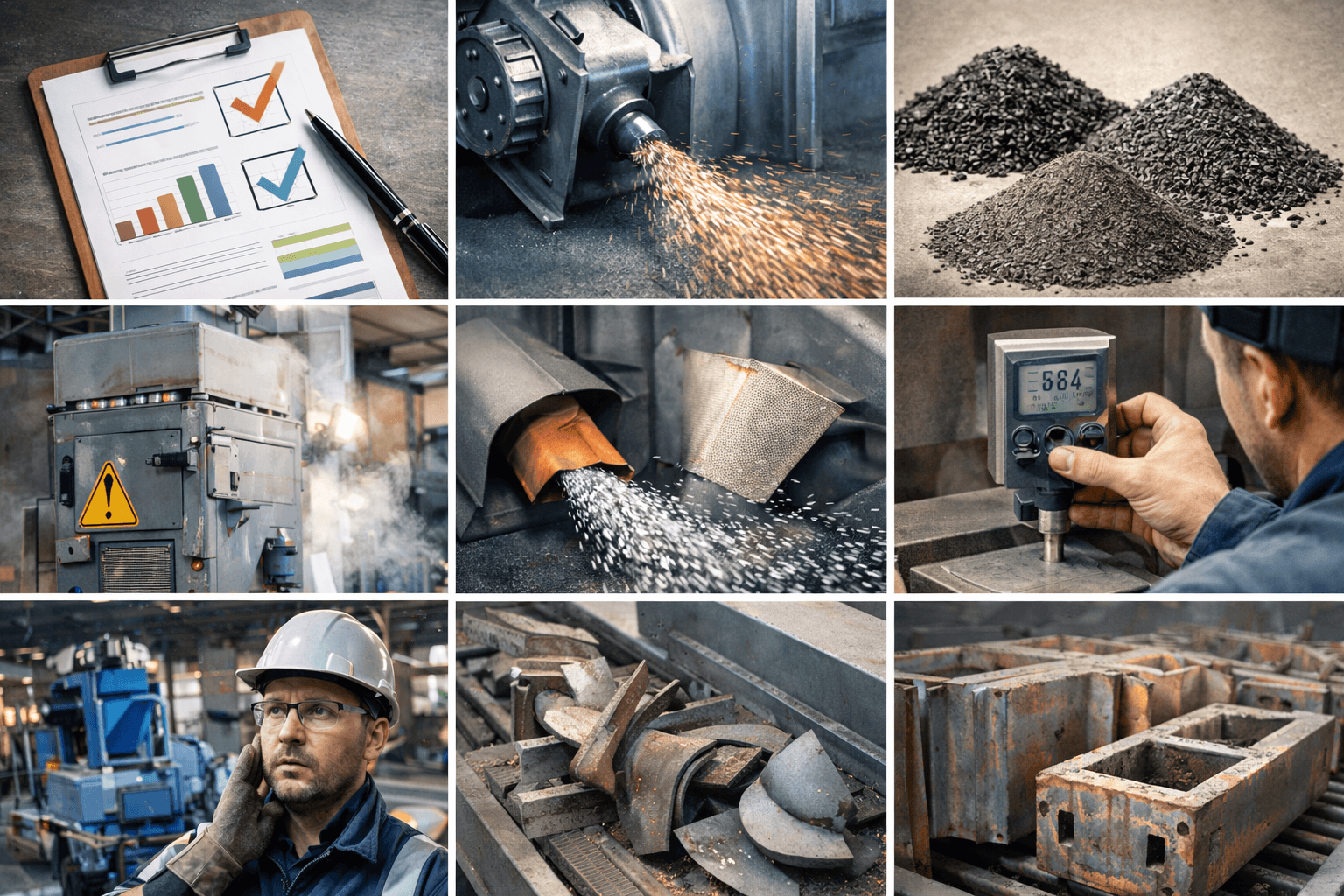
Równie istotna jest kontrola jakości ścierniwa. W miarę pracy materiał ulega rozdrobnieniu i zanieczyszczeniu, co obniża jego skuteczność. Zbieranie danych o granulacji, czystości oraz ilości pyłu w obiegu pozwala utrzymać odpowiedni poziom jakości i przewidywalność procesu.
Dzięki analizie tych danych można lepiej zarządzać uzupełnianiem ścierniwa oraz uniknąć sytuacji, w której proces działa na materiale o obniżonych właściwościach. To przekłada się nie tylko na jakość, ale także na zużycie energii i czas obróbki.
W praktyce oznacza to większą kontrolę nad jednym z najważniejszych elementów całego procesu.
Stan techniczny śrutownicy
Stan techniczny śrutownicy to obszar, w którym zbieranie danych daje bardzo konkretne korzyści. W wielu zakładach kontrola ogranicza się do reakcji na awarie, zamiast systematycznego monitorowania zużycia elementów. Tymczasem większość problemów rozwija się stopniowo i może być wcześniej wykryta na podstawie prostych wskaźników.
Warto zbierać dane dotyczące zużycia kluczowych podzespołów, takich jak łopatki turbin, wykładziny, elementy transportowe czy systemy odpylania. Informacje o czasie pracy poszczególnych komponentów oraz częstotliwości ich wymiany pozwalają określić realną trwałość i przewidywać moment, w którym konieczny będzie serwis.
Istotne są również dane pośrednie, takie jak wzrost zużycia energii, spadek wydajności czy pogorszenie jakości obróbki. Często są to pierwsze sygnały wskazujące na problemy techniczne, które nie są jeszcze widoczne gołym okiem.
Regularne monitorowanie stanu technicznego pozwala przejść z modelu reaktywnego na planowany. Zamiast napraw w trybie awaryjnym można planować przeglądy i wymiany w dogodnym czasie, co ogranicza przestoje i koszty.
W praktyce oznacza to większą kontrolę nad maszyną, lepszą przewidywalność i stabilniejszy proces śrutowania, który nie zaskakuje nagłymi problemami.
Wydajność procesu i czas obróbki
Wydajność procesu śrutowania oraz czas obróbki to jedne z najważniejszych danych, które warto systematycznie zbierać i analizować. To właśnie one pokazują, ile detali jesteśmy w stanie obrobić w określonym czasie i czy proces działa zgodnie z założeniami. Bez tych informacji trudno ocenić, czy śrutownica pracuje efektywnie, czy tylko „utrzymuje produkcję”.
Podstawowym wskaźnikiem jest czas obróbki jednego detalu lub całej partii. Jeśli zaczyna się on wydłużać bez wyraźnej przyczyny, może to oznaczać spadek efektywności procesu. Przyczyną może być zużycie elementów maszyny, pogorszenie jakości ścierniwa lub nieoptymalne ustawienia parametrów.
Warto także monitorować liczbę detali przetwarzanych w określonym czasie. Spadek wydajności przy tych samych warunkach produkcji to sygnał, że proces wymaga analizy. Co istotne, zmiany te często są stopniowe i trudne do zauważenia bez konkretnych danych.
Dodatkowo dobrze jest porównywać wydajność między różnymi zmianami, partiami produkcyjnymi czy typami detali. Takie zestawienia pozwalają wykryć nieprawidłowości oraz określić, gdzie pojawiają się największe straty czasu.
Regularna analiza tych danych umożliwia szybką reakcję na spadki efektywności i pozwala utrzymać stabilny poziom produkcji, bez niepotrzebnych strat czasu i energii.
Jakość efektu końcowego
Jakość efektu końcowego to jeden z najważniejszych obszarów, który powinien być objęty regularnym zbieraniem danych. To właśnie ona decyduje o tym, czy proces śrutowania spełnia wymagania technologiczne i oczekiwania klienta. W praktyce jednak często ocena jakości opiera się wyłącznie na kontroli wizualnej, bez dokładniejszej analizy i porównania wyników w czasie.
Warto zbierać dane dotyczące stopnia oczyszczenia powierzchni, chropowatości oraz powtarzalności efektu między kolejnymi partiami. Nawet niewielkie różnice mogą mieć znaczenie, szczególnie jeśli elementy są przygotowywane pod dalsze procesy, takie jak malowanie czy cynkowanie.
Istotne jest także monitorowanie liczby detali wymagających ponownej obróbki. Wzrost tego wskaźnika może oznaczać problemy z parametrami pracy, jakością ścierniwa lub stanem technicznym maszyny. Dzięki danym można szybko zidentyfikować źródło problemu i uniknąć dalszych strat.
Analiza jakości pozwala również powiązać efekt końcowy z konkretnymi ustawieniami procesu. Dzięki temu można określić, które parametry dają najlepsze rezultaty i utrzymywać je w kolejnych cyklach produkcyjnych.
W praktyce oznacza to większą powtarzalność, mniej reklamacji i lepszą kontrolę nad całym procesem śrutowania.
Podsumowanie
Zbieranie danych w procesie śrutowania to jeden z najprostszych sposobów na realną poprawę efektywności, ale tylko pod warunkiem, że obejmuje cały proces, a nie jego wycinek. Parametry pracy, zużycie ścierniwa, stan techniczny maszyny, wydajność oraz jakość efektu końcowego tworzą razem spójny obraz, który pozwala zrozumieć, co faktycznie dzieje się w śrutowni.
Największą wartością danych jest możliwość szybkiego wykrywania odchyleń. Zamiast reagować dopiero na problemy, takie jak spadek jakości czy wzrost kosztów, można wcześniej zauważyć niepokojące zmiany i podjąć działania korygujące. Dzięki temu proces staje się bardziej przewidywalny i stabilny.
Istotne jest także regularne porównywanie wyników w czasie. Nawet niewielkie zmiany, które pojedynczo wydają się nieistotne, w dłuższej perspektywie mogą znacząco wpływać na koszty i wydajność. Dane pozwalają to zobaczyć i odpowiednio zareagować.
W praktyce oznacza to przejście z zarządzania „na wyczucie” do podejścia opartego na konkretnych informacjach. To nie tylko większa kontrola nad procesem, ale także możliwość jego ciągłego doskonalenia i lepszego wykorzystania potencjału śrutownicy.