Wprowadzenie
Dobór parametrów śrutowania do rodzaju stali konstrukcyjnej nie jest ustawieniem „na oko”, tylko elementem realnego procesu technologicznego, który wpływa na trwałość konstrukcji, jakość powłok ochronnych oraz koszty produkcji. Stal konstrukcyjna może różnić się składem chemicznym, twardością, sposobem wytworzenia oraz stanem powierzchni przed obróbką. Inaczej zachowuje się stal walcowana na gorąco ze zgorzeliną, inaczej element po spawaniu, a jeszcze inaczej detal po cięciu laserowym.
Źle dobrane parametry śrutowania mogą prowadzić do niedoczyszczenia powierzchni, nadmiernego zużycia ścierniwa, przyspieszonego zużycia turbin, a nawet deformacji cienkich elementów. Dlatego proces powinien być analizowany w sposób systemowy – od identyfikacji materiału, przez dobór ścierniwa, aż po kontrolę efektu końcowego zgodnie z wymaganiami jakościowymi.
Analiza rodzaju stali i jej właściwości
Pierwszym etapem doboru parametrów śrutowania jest dokładna identyfikacja rodzaju stali konstrukcyjnej oraz jej właściwości mechanicznych. W praktyce najczęściej spotykane są stale konstrukcyjne niestopowe, takie jak S235 czy S355, ale coraz częściej pojawiają się również stale wysokowytrzymałe oraz elementy poddane obróbce cieplnej. Każda z tych grup reaguje inaczej na energię uderzenia ścierniwa.
Kluczowe znaczenie ma twardość materiału. Im wyższa twardość, tym większą energię można zastosować bez ryzyka uszkodzenia powierzchni. W przypadku stali miękkich zbyt agresywne śrutowanie może prowadzić do nadmiernego wybicia materiału i pogorszenia tolerancji wymiarowych. Z kolei przy stalach twardych zbyt niska energia spowoduje niedostateczne usunięcie zgorzeliny lub produktów korozji.
Istotny jest również stan powierzchni przed obróbką. Elementy walcowane na gorąco posiadają zwartą zgorzelinę, która wymaga wyższej intensywności procesu. Części po spawaniu zawierają odpryski i naloty tlenkowe, które mogą wymagać lokalnie większej energii. Detale po cięciu laserowym mają natomiast warstwę tlenków o innej strukturze, co także wpływa na dobór parametrów.
Nie można pominąć geometrii elementu. Profile zamknięte, konstrukcje kratowe czy elementy z dużą liczbą zakamarków wymagają takiego ustawienia procesu, aby zapewnić równomierne pokrycie całej powierzchni. Dopiero po analizie tych czynników można przejść do właściwego doboru ścierniwa i ustawień maszyny.
Dobór rodzaju ścierniwa
Rodzaj ścierniwa jest jednym z najważniejszych parametrów wpływających na efekt końcowy śrutowania. W przypadku stali konstrukcyjnych najczęściej stosuje się śrut stalowy kulisty, śrut łamany oraz mieszanki obu typów. Wybór zależy od celu obróbki oraz dalszego przeznaczenia elementu.
Śrut kulisty charakteryzuje się bardziej zaokrąglonym kształtem, co powoduje działanie udarowe i mniejsze „cięcie” powierzchni. Jest on często wykorzystywany do oczyszczania oraz do procesów umacniania powierzchni. W przypadku konstrukcji wymagających zachowania mniejszej chropowatości może być rozwiązaniem optymalnym.
Śrut łamany posiada ostre krawędzie i działa bardziej agresywnie. Lepiej usuwa zgorzelinę i rdzę, a jednocześnie generuje wyższy profil chropowatości. Jest to istotne, gdy element ma być malowany systemami antykorozyjnymi wymagającymi określonej przyczepności powłoki.
W niektórych przypadkach stosuje się ścierniwa nierdzewne, szczególnie gdy elementy nie mogą być zanieczyszczone cząstkami żelaza. Dotyczy to konstrukcji przeznaczonych do środowisk o podwyższonej korozyjności lub elementów specjalnych.
Dobór ścierniwa powinien uwzględniać także jego trwałość w obiegu zamkniętym oraz wpływ na zużycie elementów roboczych śrutownicy. Zbyt agresywne ścierniwo może zwiększyć koszty eksploatacyjne, nawet jeśli poprawia szybkość czyszczenia.
Granulacja i intensywność strumienia
Wielkość ziarna ścierniwa ma bezpośredni wpływ na energię przekazywaną powierzchni oraz na profil chropowatości. Większe ziarna posiadają większą masę, a tym samym większą energię kinetyczną przy tej samej prędkości wyrzutu. Pozwalają szybciej usuwać zgorzelinę i grubą korozję, ale mogą powodować nadmierne wybicie materiału w przypadku cienkich elementów.
Mniejsze ziarna są bardziej precyzyjne i pozwalają uzyskać równomierną strukturę powierzchni. Sprawdzają się przy drobnych detalach oraz tam, gdzie wymagany jest kontrolowany profil chropowatości. W przypadku konstrukcji przeznaczonych do malowania proszkowego lub systemów epoksydowych ważne jest uzyskanie konkretnego zakresu mikrometrów chropowatości.
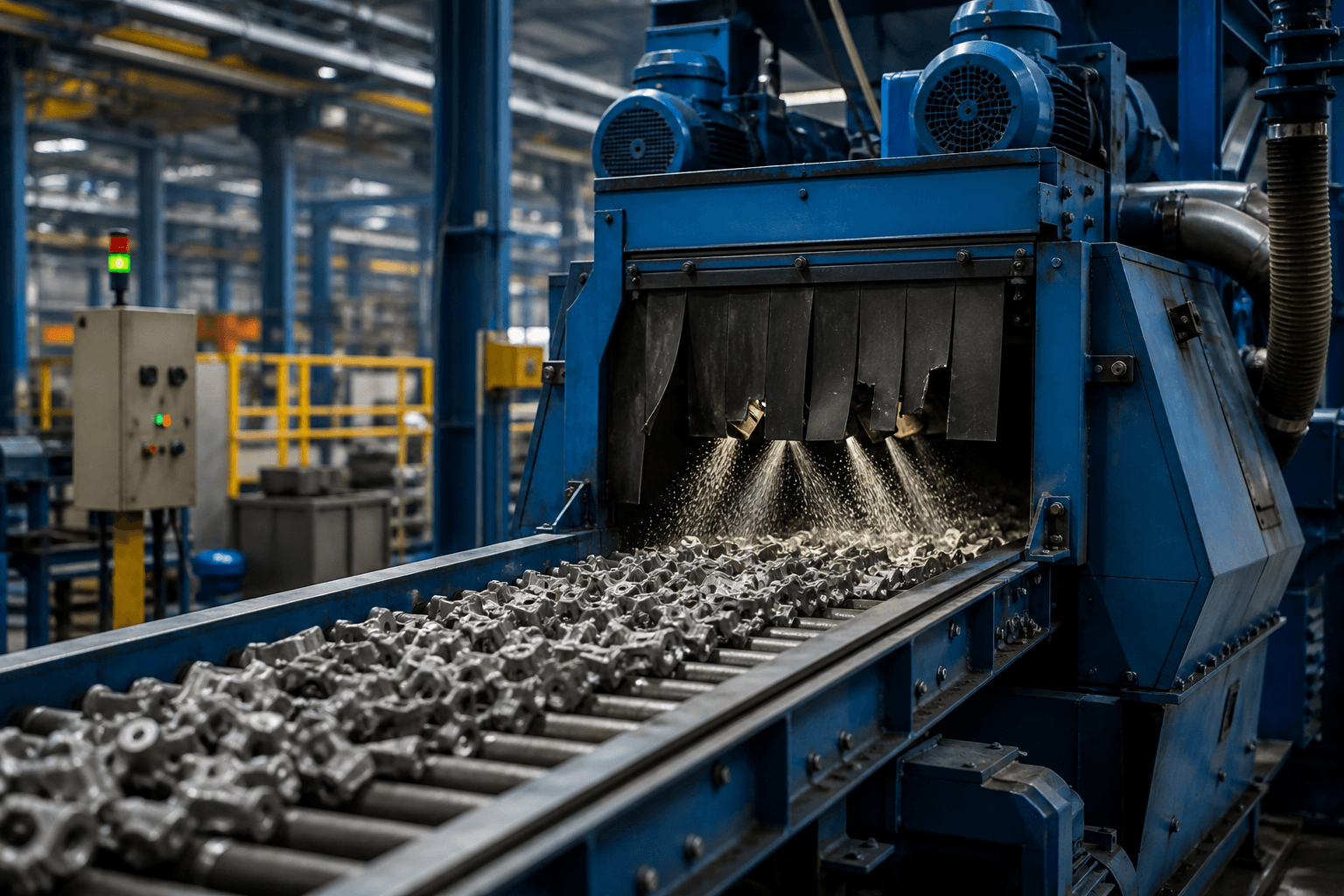
Intensywność strumienia ścierniwa zależy od ustawień turbin, ich mocy oraz kąta padania strumienia. Zbyt wysoka intensywność powoduje nadmierne zużycie ścierniwa i części eksploatacyjnych, a także wzrost kosztów energii. Zbyt niska prowadzi do niedoczyszczenia i konieczności powtórzenia procesu.
Optymalizacja polega na znalezieniu równowagi między efektywnością a ekonomią procesu. W praktyce często wykonuje się próby technologiczne, aby dobrać odpowiednią kombinację granulacji i mocy.
Prędkość wyrzutu i czas obróbki
Prędkość wyrzutu ścierniwa determinuje energię uderzenia, a więc skuteczność usuwania zanieczyszczeń. Wyższa prędkość zwiększa intensywność czyszczenia, ale jednocześnie przyspiesza zużycie łopatek turbin oraz innych elementów komory roboczej. Dlatego parametr ten powinien być dostosowany do rodzaju stali i jej grubości.
W przypadku masywnych konstrukcji stalowych można stosować wyższe energie bez ryzyka deformacji. Przy cienkościennych elementach konieczna jest ostrożność, aby nie doprowadzić do odkształceń lub nadmiernego osłabienia krawędzi.
Czas przebywania detalu w komorze śrutowniczej również ma kluczowe znaczenie. Zbyt krótki czas nie zapewni pełnego pokrycia powierzchni, zwłaszcza w miejscach trudno dostępnych. Zbyt długi generuje niepotrzebne koszty i zwiększa zużycie ścierniwa.
W systemach przelotowych czas obróbki jest powiązany z prędkością transportera. W śrutownicach bębnowych zależy od czasu cyklu. W każdym przypadku należy dążyć do uzyskania powtarzalności procesu oraz minimalizacji strat energetycznych.
Wymagania jakościowe i normy
Parametry śrutowania muszą być dopasowane do wymagań końcowych inwestora lub dalszego procesu technologicznego. Najczęściej określa się wymagany stopień czystości powierzchni według norm, takich jak Sa 2 lub Sa 2,5. Oznacza to konieczność całkowitego usunięcia zgorzeliny, rdzy i innych zanieczyszczeń w określonym zakresie.
Jeżeli element ma być cynkowany ogniowo, powierzchnia musi być wolna od zanieczyszczeń, które mogłyby wpłynąć na jakość powłoki cynkowej. W przypadku malowania kluczowa jest chropowatość, która zapewnia odpowiednią przyczepność systemu powłokowego.
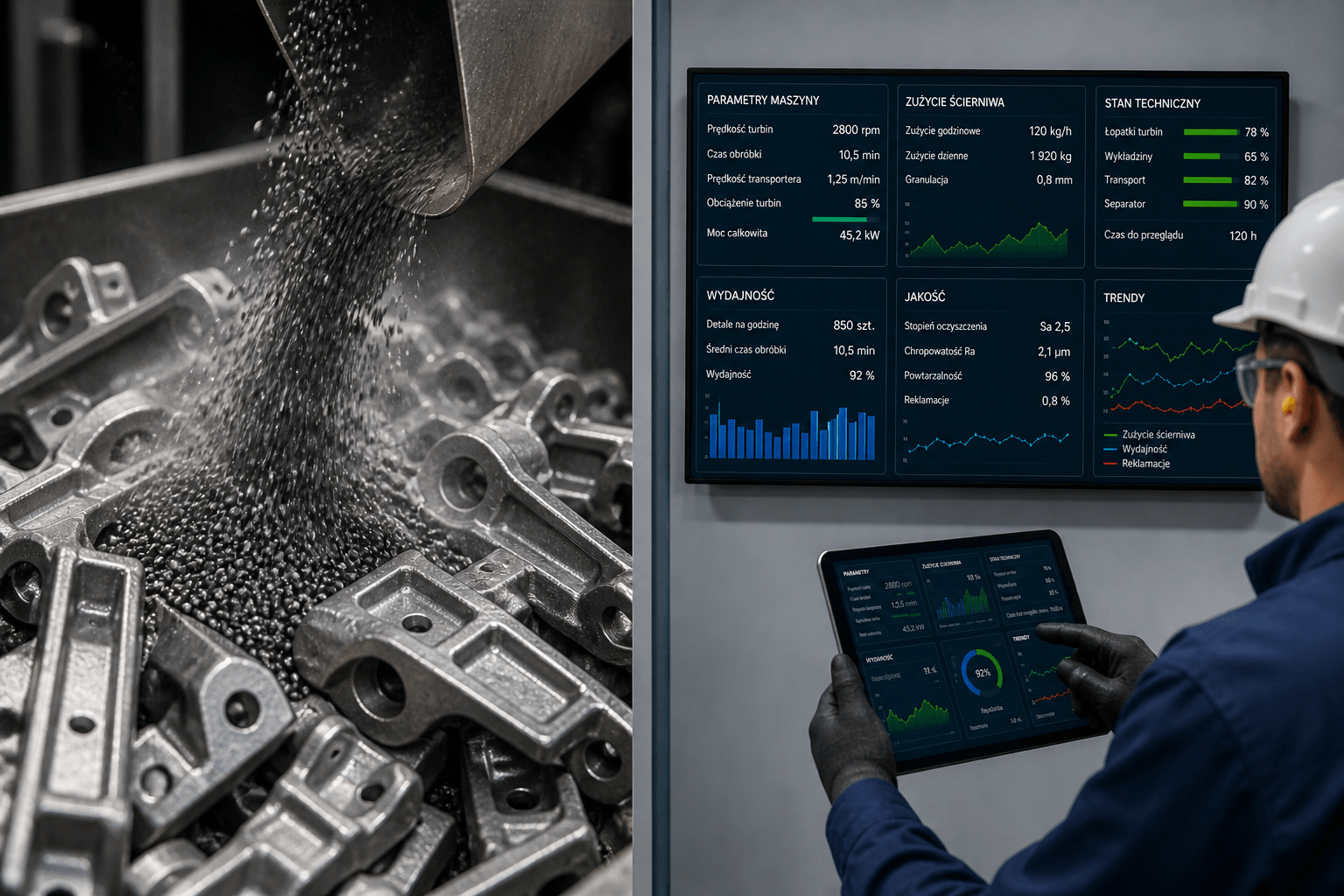
Kontrola jakości obejmuje ocenę wizualną, pomiar profilu chropowatości oraz weryfikację równomierności obróbki. Często stosuje się taśmy replikacyjne lub profilometry. W zakładach o wysokich wymaganiach jakościowych proces śrutowania jest dokumentowany i powtarzalny.
Dobrze dobrane parametry zmniejszają ryzyko reklamacji i poprawiają trwałość konstrukcji w środowisku eksploatacyjnym.
Optymalizacja kosztów procesu
Dobór parametrów śrutowania to nie tylko kwestia jakości, ale również ekonomii produkcji. Zbyt agresywny proces oznacza większe zużycie ścierniwa, szybsze zużycie turbin, wyższe koszty energii i częstsze przestoje serwisowe. Zbyt słaby proces generuje konieczność powtórnej obróbki.
Optymalizacja polega na analizie kilku zmiennych jednocześnie: rodzaju ścierniwa, jego obiegu, mocy turbin, prędkości transportu oraz wydajności systemu odpylania. Sprawny system separacji ścierniwa pozwala utrzymać jego właściwą jakość i wydłużyć żywotność.
W praktyce warto przeprowadzać okresowe audyty procesu oraz monitorować zużycie części eksploatacyjnych. Modernizacja wybranych elementów maszyny może przynieść realne oszczędności bez konieczności zakupu nowej śrutownicy.
Świadome zarządzanie parametrami procesu przekłada się na stabilność produkcji i przewidywalność kosztów.
Podsumowanie
Dobór parametrów śrutowania do rodzaju stali konstrukcyjnej wymaga analizy materiału, stanu powierzchni oraz oczekiwanego efektu końcowego. Kluczowe znaczenie mają: rodzaj i granulacja ścierniwa, prędkość wyrzutu, czas obróbki oraz wymagania jakościowe wynikające z dalszych etapów produkcji. Proces nie powinien być ustawiany schematycznie, lecz dostosowany do konkretnego przypadku technologicznego. Odpowiednia konfiguracja pozwala uzyskać powtarzalną jakość powierzchni, ograniczyć zużycie ścierniwa i części eksploatacyjnych oraz zmniejszyć ryzyko reklamacji. W praktyce najlepsze efekty przynosi podejście oparte na testach technologicznych i stałym monitorowaniu procesu.