Wprowadzenie
Uruchomienie nowej śrutownicy w zakładzie produkcyjnym to jeden z najważniejszych momentów, który bezpośrednio wpływa na dalszą efektywność całego procesu technologicznego. To właśnie na etapie rozruchu ustalane są kluczowe parametry pracy, dobierane ścierniwo oraz konfiguracja maszyny pod konkretne zastosowanie. W praktyce jednak wiele firm traktuje ten etap jako formalność, zakładając, że nowa maszyna „po prostu będzie działać”.
Takie podejście często prowadzi do błędów, które nie są od razu widoczne, ale z czasem zaczynają generować realne problemy. Nierównomierne śrutowanie, zwiększone zużycie ścierniwa, szybsze zużycie części eksploatacyjnych czy spadek wydajności to tylko niektóre z konsekwencji nieprawidłowego uruchomienia. Co ważne, wiele z tych problemów nie wynika z samej maszyny, lecz z braku odpowiedniego przygotowania procesu.
Poprawny rozruch powinien obejmować analizę materiału, testy technologiczne oraz dopasowanie ustawień do rzeczywistych warunków produkcji. To moment, w którym można uniknąć kosztownych błędów i zoptymalizować pracę śrutownicy już na starcie. W kolejnych punktach przedstawiamy najczęstsze błędy popełniane podczas uruchamiania nowych śrutownic oraz sposoby, jak ich skutecznie uniknąć.
Brak dokładnej analizy procesu przed uruchomieniem
Jednym z najczęstszych błędów przy uruchamianiu nowej śrutownicy jest brak dokładnej analizy procesu jeszcze przed jej startem. Wiele zakładów skupia się na samej instalacji maszyny, pomijając etap przygotowania technologicznego. Tymczasem śrutownica powinna być zawsze dopasowana do konkretnego zastosowania, a nie uruchamiana na domyślnych ustawieniach.
Kluczowe jest określenie kilku podstawowych parametrów: rodzaju obrabianego materiału, jego stanu powierzchni, oczekiwanego efektu końcowego oraz wydajności produkcji. Inne ustawienia będą odpowiednie dla konstrukcji stalowych pokrytych zgorzeliną, a inne dla detali po cięciu laserowym czy obróbce mechanicznej. Bez tej wiedzy trudno dobrać właściwe ścierniwo, intensywność procesu czy czas obróbki.
Częstym błędem jest stosowanie „uniwersalnych ustawień”, które teoretycznie powinny działać w większości przypadków. W praktyce prowadzi to do problemów z jakością powierzchni lub niepotrzebnego wydłużenia czasu pracy. W efekcie rosną koszty i spada wydajność.
Brak analizy procesu oznacza również pominięcie potencjalnych ograniczeń produkcyjnych, takich jak geometria detali, sposób ich transportu czy wąskie gardła w linii. Dlatego przed uruchomieniem śrutownicy warto przeprowadzić dokładną analizę i dopasować parametry do rzeczywistych warunków pracy, a nie zakładać, że maszyna sama „się ustawi”.
Nieprawidłowe ustawienie turbin i kierunku strumienia
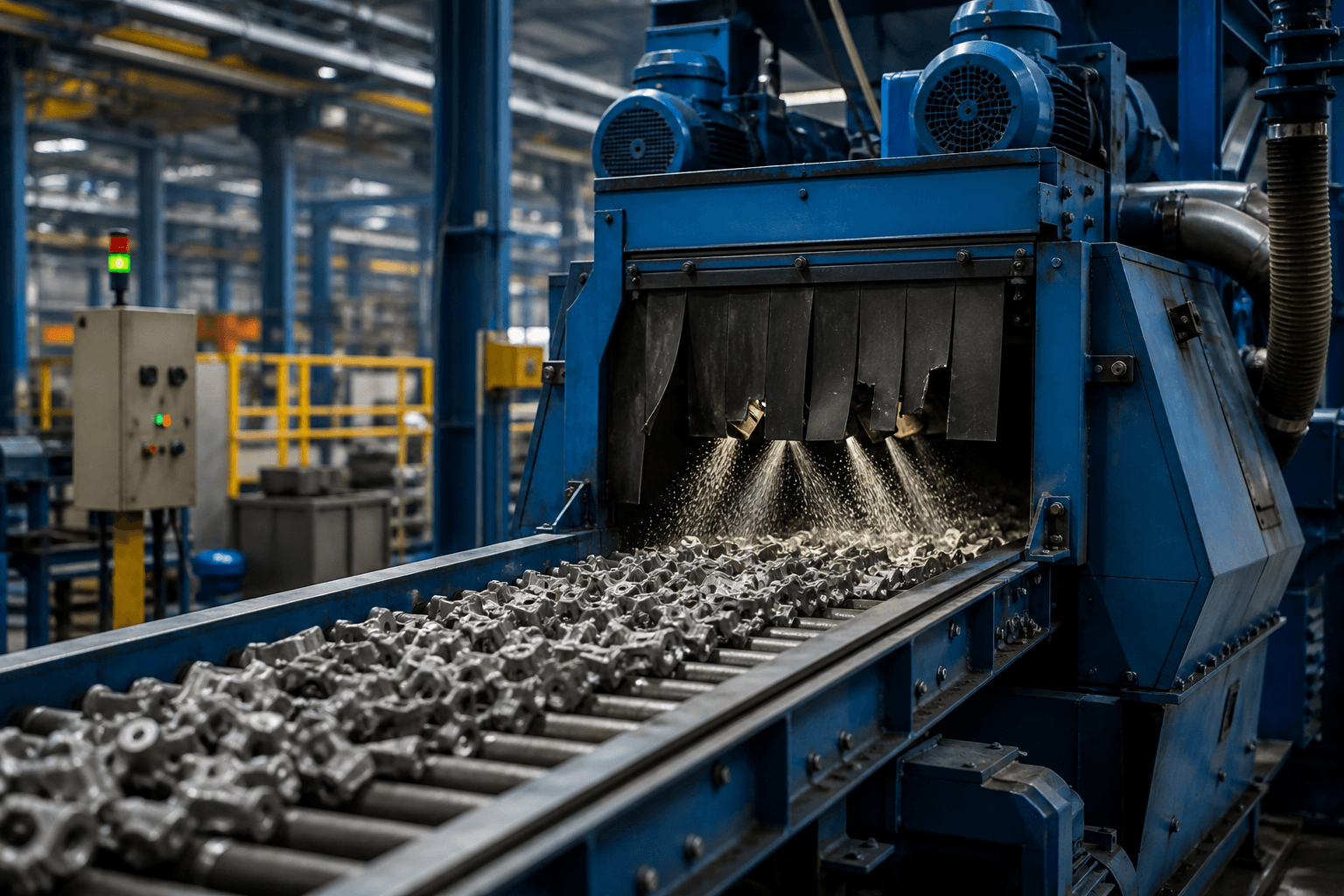
Nieprawidłowe ustawienie turbin to jeden z najczęstszych problemów pojawiających się już na etapie uruchamiania nowej śrutownicy. Nawet przy dobrej jakości maszynie i odpowiednim ścierniwie, błędne ustawienie kierunku wyrzutu może znacząco obniżyć skuteczność całego procesu. W praktyce oznacza to, że ścierniwo nie trafia tam, gdzie powinno, przez co powierzchnia detalu nie jest oczyszczana równomiernie.
Kluczowe znaczenie ma kąt padania strumienia oraz jego koncentracja na obrabianym elemencie. Jeżeli turbiny są ustawione zbyt płasko lub pod niewłaściwym kątem, energia uderzenia jest tracona, a proces staje się mniej efektywny. Z kolei zbyt agresywne ustawienie może prowadzić do nadmiernego zużycia ścierniwa oraz przyspieszonego zużycia elementów maszyny.
Częstym błędem jest brak kalibracji turbin po montażu lub opieranie się wyłącznie na ustawieniach fabrycznych. W rzeczywistości każda linia produkcyjna ma swoją specyfikę – inne detale, inny sposób transportu i inne wymagania jakościowe. Dlatego ustawienie turbin powinno być dopasowane indywidualnie, najlepiej na podstawie prób technologicznych.
Prawidłowo ustawione turbiny zapewniają równomierne pokrycie powierzchni, skracają czas obróbki i ograniczają straty energii. To jeden z tych elementów, który ma ogromny wpływ na wydajność, a jednocześnie często jest niedoceniany na starcie.
Zły dobór lub jakość ścierniwa na starcie
Dobór ścierniwa na etapie uruchamiania śrutownicy ma kluczowe znaczenie dla całego procesu, jednak często jest traktowany po macoszemu. Wiele zakładów decyduje się na materiał „pod ręką” lub sugeruje się wyłącznie ceną, pomijając jego właściwości i dopasowanie do konkretnego zastosowania. To błąd, który szybko przekłada się na problemy z jakością i kosztami.
Pierwsze zasypanie ścierniwa ustawia niejako standard pracy maszyny. Jeżeli materiał jest zbyt miękki, szybko się rozdrabnia i traci swoje właściwości, co prowadzi do częstego uzupełniania i niestabilnego procesu. Z kolei zbyt agresywne ścierniwo może powodować nadmierne zużycie turbin, wykładzin oraz innych elementów eksploatacyjnych.
Istotna jest także granulacja. Zbyt duże ziarno może uszkadzać powierzchnię lub powodować nierównomierne czyszczenie, natomiast zbyt drobne nie zapewni odpowiedniej skuteczności usuwania zgorzeliny czy rdzy. Efektem jest wydłużony czas obróbki i spadek wydajności.
Dodatkowym problemem jest jakość samego ścierniwa. Materiał niskiej jakości zawiera więcej zanieczyszczeń i szybciej się zużywa, co wpływa na działanie separatora i stabilność całego procesu. Dlatego już na starcie warto dobrać ścierniwo świadomie, uwzględniając nie tylko koszt zakupu, ale przede wszystkim jego trwałość i efektywność w długim okresie.
Pominięcie kontroli systemu separacji i odpylania
System separacji i odpylania to elementy, które często są pomijane podczas uruchamiania śrutownicy, a mają ogromny wpływ na stabilność całego procesu. Wiele firm skupia się na samej komorze roboczej i turbinach, zapominając, że jakość ścierniwa w obiegu zależy właśnie od sprawności tych układów.
Separator odpowiada za oddzielenie pełnowartościowego ścierniwa od pyłu, zanieczyszczeń i rozdrobnionych frakcji. Jeżeli jego ustawienia są nieprawidłowe, w obiegu pozostaje zbyt dużo odpadów, co obniża skuteczność śrutowania. W efekcie powierzchnia nie jest dokładnie oczyszczona, a czas obróbki się wydłuża.
Z kolei niesprawny lub źle wyregulowany system odpylania prowadzi do nadmiernego zapylenia. To nie tylko problem środowiskowy, ale także technologiczny. Pył osadza się na elementach maszyny, pogarsza widoczność procesu i może wpływać na pracę innych podzespołów. Dodatkowo zwiększa się zużycie filtrów i ryzyko awarii.
Częstym błędem jest brak kalibracji tych systemów po montażu lub traktowanie ich jako elementów „drugorzędnych”. W praktyce ich prawidłowe ustawienie pozwala utrzymać czystość ścierniwa, stabilne parametry pracy oraz ograniczyć straty materiału.
Dlatego już na etapie uruchomienia warto dokładnie sprawdzić działanie separatora i odpylania, ponieważ ich zaniedbanie szybko przekłada się na spadek jakości i wzrost kosztów.
Brak testów technologicznych i optymalizacji parametrów
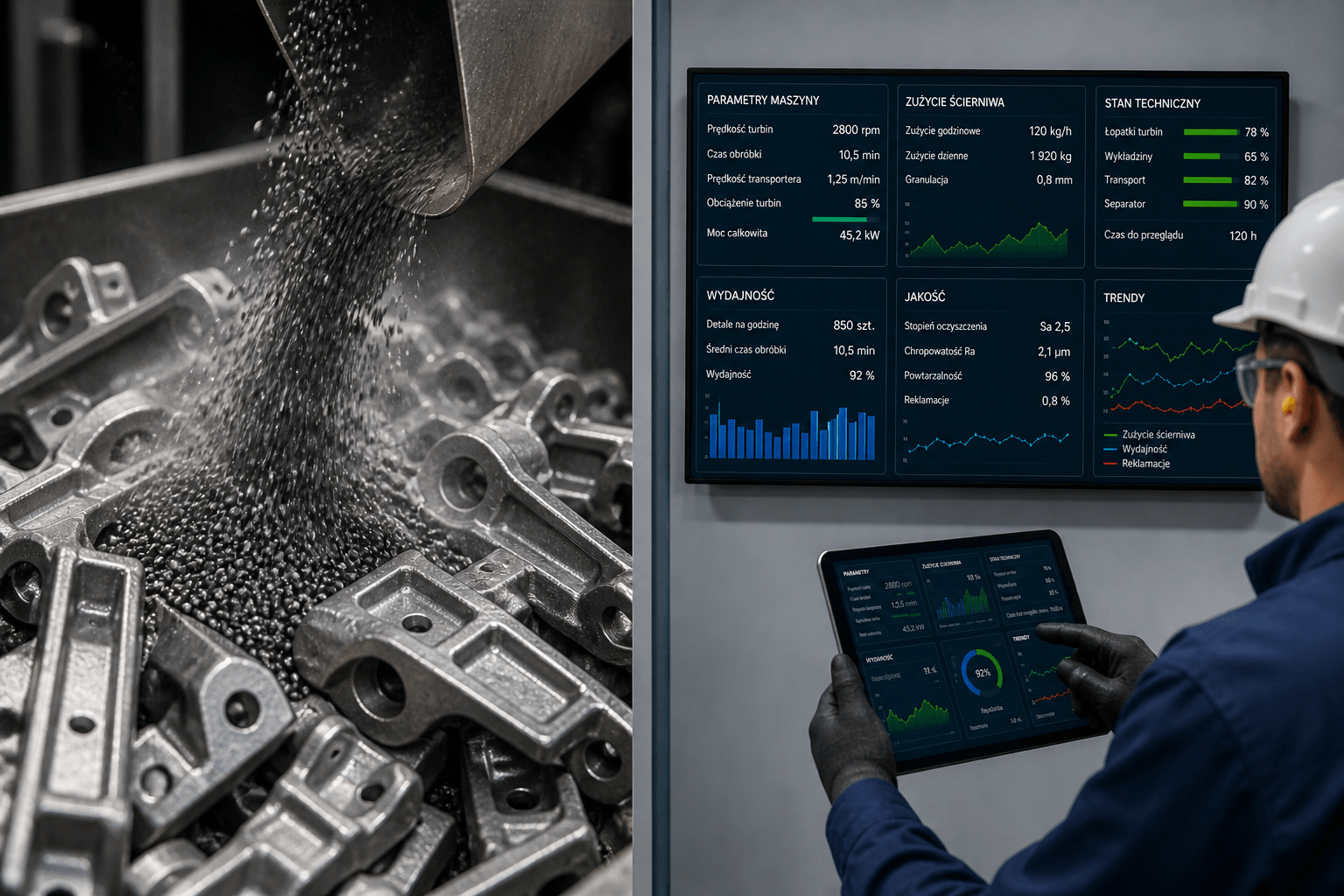
Jednym z najczęściej pomijanych etapów przy uruchamianiu nowej śrutownicy jest wykonanie testów technologicznych. Wiele zakładów po instalacji maszyny przechodzi od razu do pracy produkcyjnej, zakładając, że ustawienia fabryczne będą wystarczające. W praktyce jednak każda aplikacja wymaga indywidualnego dopasowania parametrów.
Testy pozwalają określić optymalne ustawienia dla konkretnego materiału, jego geometrii oraz oczekiwanego efektu końcowego. Dotyczy to takich parametrów jak prędkość wyrzutu ścierniwa, czas obróbki, prędkość transportera czy ilość ścierniwa w obiegu. Bez ich weryfikacji proces może działać, ale nie będzie ani wydajny, ani ekonomiczny.
Brak optymalizacji często prowadzi do wydłużonego czasu śrutowania, nadmiernego zużycia ścierniwa oraz zwiększonego obciążenia maszyny. W efekcie rosną koszty eksploatacyjne, a jakość obróbki pozostaje niestabilna. Co więcej, problemy te mogą być trudne do zdiagnozowania, ponieważ proces „na pierwszy rzut oka” działa poprawnie.
Testy technologiczne nie muszą być czasochłonne, ale powinny być wykonane świadomie i z uwzględnieniem różnych wariantów ustawień. To właśnie na tym etapie można znaleźć najlepszy kompromis między jakością, wydajnością a kosztami.
Pominięcie tego kroku to jeden z najprostszych sposobów na utratę potencjału nowej śrutownicy już na starcie.
Niedostateczne przeszkolenie operatorów
Nawet najlepiej dobrana i poprawnie uruchomiona śrutownica nie będzie działać efektywnie bez odpowiednio przeszkolonych operatorów. To właśnie ludzie na co dzień obsługują maszynę, reagują na zmiany w procesie i podejmują decyzje, które bezpośrednio wpływają na jakość oraz koszty produkcji. Brak wiedzy lub doświadczenia może szybko doprowadzić do powstawania błędów, które trudno później wychwycić.
Częstym problemem jest ograniczenie szkolenia do podstawowej obsługi maszyny, bez wyjaśnienia, jak działają poszczególne parametry i jaki mają wpływ na proces. Operatorzy nie wiedzą, jak rozpoznać pierwsze oznaki zużycia turbin, nie kontrolują jakości ścierniwa lub nie reagują na zmiany w pracy systemu odpylania. W efekcie proces stopniowo traci swoją efektywność.
Brak przeszkolenia prowadzi także do nieprawidłowych reakcji na problemy. Zamiast znaleźć przyczynę, operator może próbować kompensować ją zwiększeniem czasu obróbki lub intensywności śrutowania, co tylko pogłębia problem i zwiększa koszty.
Dobrze przeszkolony operator potrafi szybko zauważyć nieprawidłowości, utrzymać stabilne parametry pracy i zapobiegać awariom. To realne wsparcie dla całego procesu, które przekłada się na lepszą jakość i niższe koszty.
Dlatego szkolenie operatorów nie powinno być dodatkiem, lecz integralną częścią uruchamiania nowej śrutownicy.
Podsumowanie
Uruchomienie nowej śrutownicy to etap, który w dużej mierze decyduje o późniejszej wydajności, kosztach eksploatacyjnych oraz jakości obróbki. Błędy popełnione na początku często nie są od razu widoczne, ale z czasem prowadzą do spadku efektywności, większego zużycia ścierniwa oraz częstszych przestojów. Co ważne, w większości przypadków nie wynikają one z samej maszyny, lecz z braku odpowiedniego przygotowania i optymalizacji procesu.
Najczęstsze problemy pojawiają się przy braku analizy materiału, niewłaściwym ustawieniu turbin, złym doborze ścierniwa czy pominięciu kontroli systemów pomocniczych, takich jak separacja i odpylanie. Do tego dochodzi brak testów technologicznych oraz niedostateczne przeszkolenie operatorów, co dodatkowo utrudnia utrzymanie stabilnych parametrów pracy.
Dobrze przeprowadzony rozruch pozwala uniknąć tych błędów i od początku ustawić proces w sposób wydajny i przewidywalny. Dzięki temu śrutownica pracuje stabilnie, zużycie materiałów jest pod kontrolą, a jakość obróbki spełnia wymagania technologiczne.
W praktyce oznacza to nie tylko lepsze wyniki produkcyjne, ale także mniejsze ryzyko problemów w przyszłości i większą kontrolę nad kosztami całego procesu.