Wprowadzenie
Zużycie energii w procesie śrutowania to jeden z kluczowych czynników wpływających na koszty produkcji, szczególnie w zakładach pracujących w trybie ciągłym lub przy dużych wolumenach. Choć często większą uwagę zwraca się na jakość obróbki czy wydajność, to właśnie energia w dłuższej perspektywie stanowi istotny udział w kosztach operacyjnych. Nawet niewielkie różnice w poborze mocy, powtarzające się każdego dnia, mogą w skali miesiąca generować znaczące straty.
Proces śrutowania opiera się na pracy turbin, systemów transportowych oraz układów odpylania, które razem tworzą złożony układ zużywający energię. Jeśli którykolwiek z tych elementów nie działa optymalnie, cały proces staje się mniej efektywny. Co ważne, wzrost zużycia energii nie zawsze jest od razu zauważalny – maszyna nadal pracuje, ale robi to kosztem większego poboru mocy.
Dlatego analiza zużycia energii powinna być traktowana jako element optymalizacji procesu, a nie tylko kwestia rachunków za prąd. Odpowiednie ustawienia, dobry stan techniczny oraz kontrola parametrów pozwalają nie tylko obniżyć koszty, ale także poprawić stabilność i wydajność śrutowania.
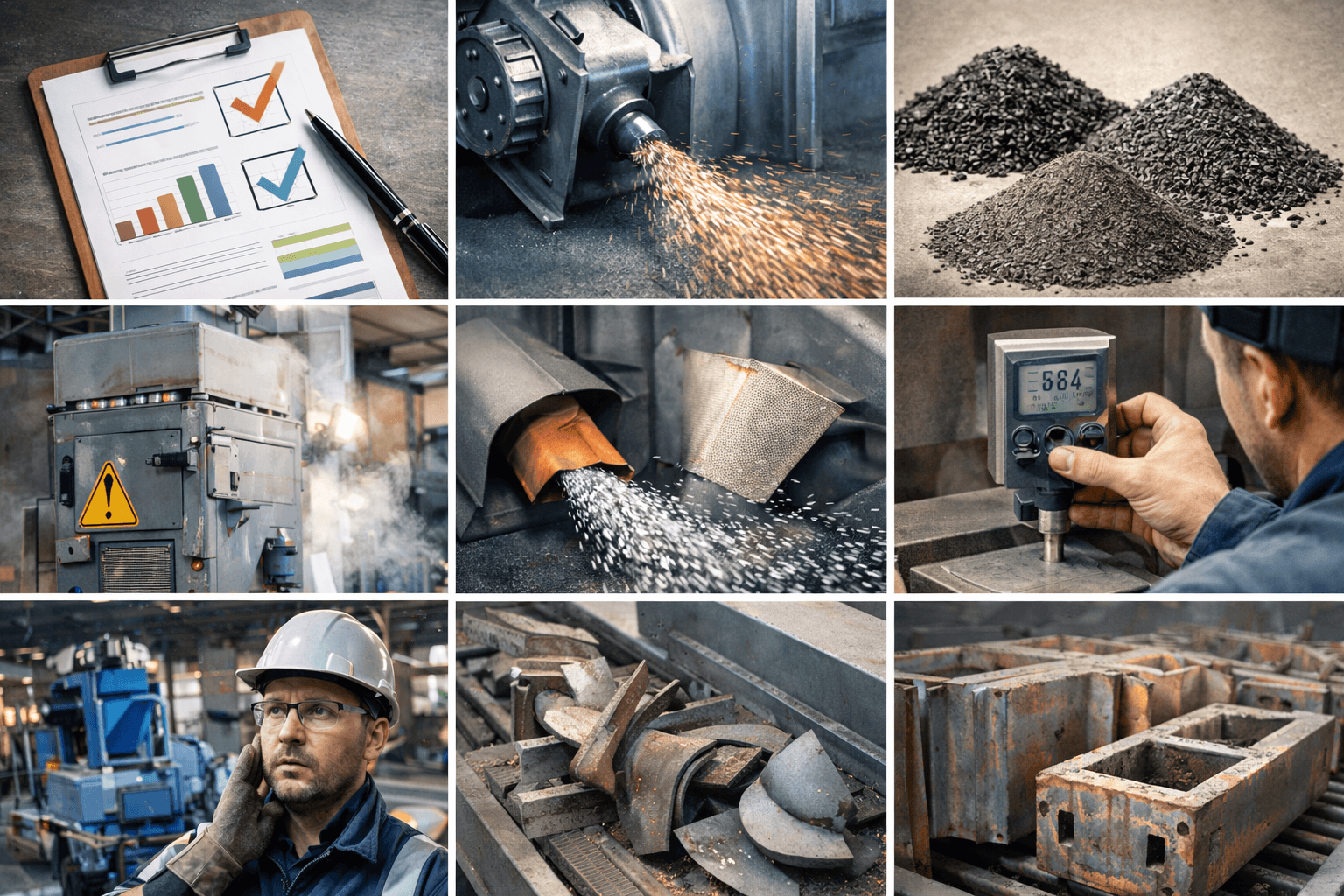
Stan techniczny śrutownicy
Stan techniczny śrutownicy ma bezpośredni wpływ na zużycie energii, choć często jest to czynnik niedoceniany. Wraz z eksploatacją maszyny poszczególne elementy ulegają stopniowemu zużyciu, co zwiększa opory pracy i powoduje większy pobór mocy. Proces nadal działa, ale robi to mniej efektywnie, zużywając więcej energii do osiągnięcia tego samego efektu.
Szczególnie istotne są turbiny, które odpowiadają za nadawanie energii ścierniwu. Zużyte łopatki, niewyważenie wirnika czy problemy z łożyskami powodują spadek efektywności przekazywania energii. W praktyce oznacza to, że silnik pracuje intensywniej, ale efekt śrutowania jest słabszy lub wymaga dłuższego czasu.
Podobnie wygląda sytuacja w przypadku elementów transportowych. Zużyte taśmy, rolki czy napędy zwiększają opory ruchu, co bezpośrednio przekłada się na wyższe zużycie energii. Dodatkowo problemy z układem odpylania mogą powodować zaburzenia przepływu powietrza i zwiększone obciążenie wentylatorów.
Często te zmiany są trudne do zauważenia na pierwszy rzut oka, ponieważ nie powodują natychmiastowej awarii. Jednak w dłuższym czasie prowadzą do systematycznego wzrostu kosztów.
Dlatego regularna kontrola i wymiana zużytych elementów to nie tylko kwestia utrzymania sprawności maszyny, ale także realny sposób na ograniczenie zużycia energii i poprawę efektywności całego procesu.
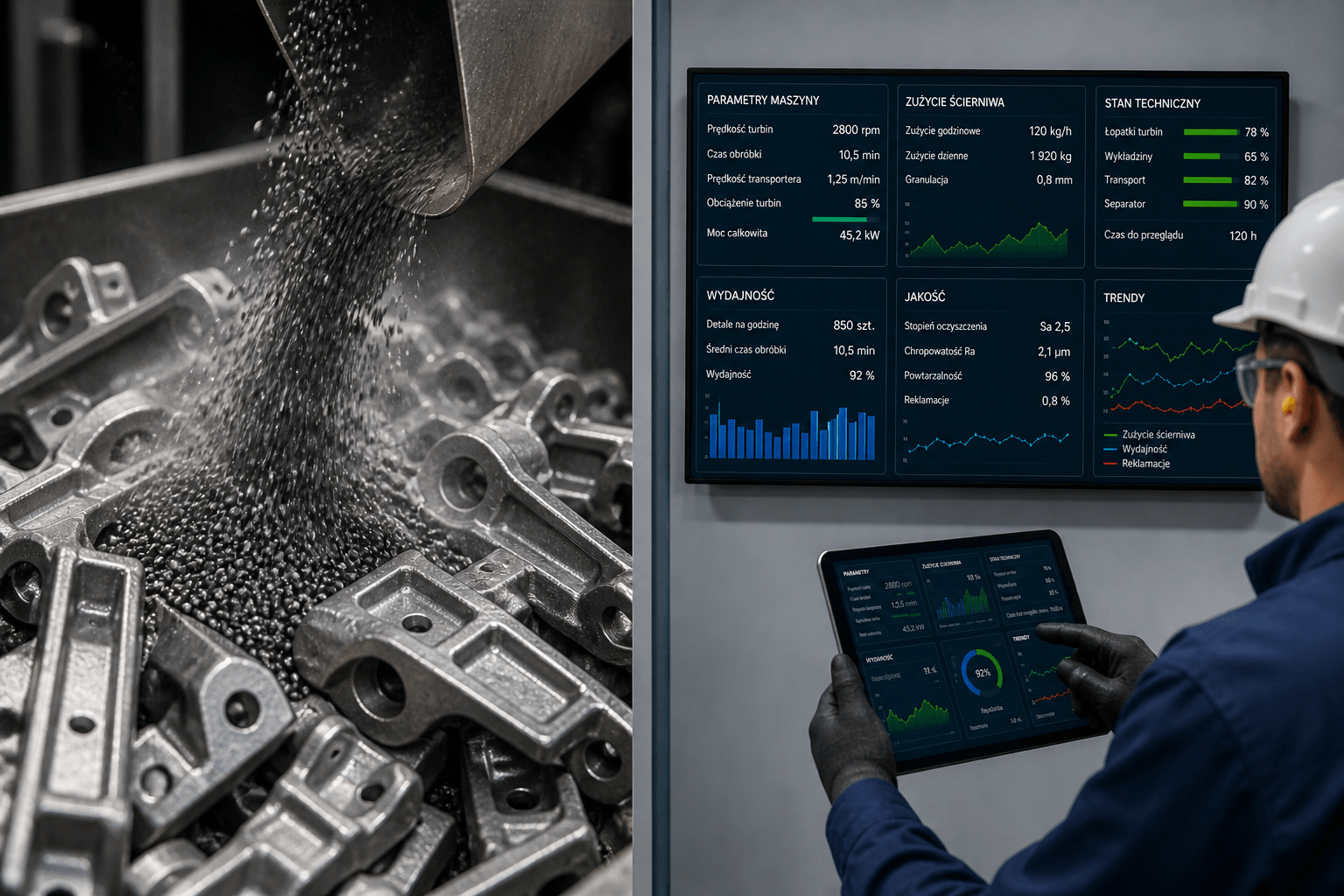
Parametry pracy maszyny
Parametry pracy śrutownicy mają bezpośredni wpływ na zużycie energii i są jednym z najłatwiejszych obszarów do optymalizacji. W praktyce jednak często pozostają ustawione raz i nie są później weryfikowane, mimo zmieniających się warunków produkcji. To prowadzi do sytuacji, w której maszyna zużywa więcej energii, niż jest to konieczne do osiągnięcia wymaganego efektu.
Kluczowe znaczenie ma prędkość turbin. Zbyt wysoka powoduje zwiększony pobór mocy oraz przyspieszone zużycie elementów, bez proporcjonalnej poprawy jakości obróbki. Z kolei zbyt niska może wydłużać czas procesu, co również zwiększa całkowite zużycie energii. Optymalizacja polega na znalezieniu punktu, w którym energia jest wykorzystywana efektywnie, a nie maksymalnie.
Podobnie działa prędkość transportera. Zbyt szybki przepływ detali może powodować niedoczyszczenie i konieczność powtórnej obróbki, co generuje dodatkowe koszty. Zbyt wolny zwiększa czas pracy maszyny i zużycie energii na jednostkę produktu.
Nie bez znaczenia jest także czas ekspozycji detali w komorze śrutowniczej. W wielu przypadkach jest on ustawiony „z zapasem”, co oznacza niepotrzebne wydłużenie procesu i zwiększone zużycie energii.
Regularna analiza i korekta parametrów pozwala utrzymać równowagę między jakością a efektywnością. Nawet niewielkie zmiany ustawień mogą w dłuższym czasie przynieść zauważalne oszczędności.
Jakość i obieg ścierniwa
Jakość ścierniwa oraz sposób jego obiegu w systemie mają istotny wpływ na zużycie energii w procesie śrutowania. W wielu przypadkach problem nie leży w samej maszynie, lecz w materiale, który krąży w układzie i stopniowo traci swoje właściwości. Zużyte, rozdrobnione lub zanieczyszczone ścierniwo nie przenosi energii w sposób efektywny, co oznacza, że do osiągnięcia tego samego efektu potrzebna jest większa intensywność pracy turbin.
W praktyce prowadzi to do zwiększonego poboru mocy oraz wydłużenia czasu obróbki. Ścierniwo o nieodpowiedniej granulacji nie usuwa skutecznie zgorzeliny czy rdzy, przez co detale wymagają dłuższego procesu lub ponownego śrutowania. To bezpośrednio przekłada się na wyższe zużycie energii na jednostkę produktu.
Kluczową rolę odgrywa tutaj system separacji. Jego zadaniem jest oddzielenie pełnowartościowego ścierniwa od pyłu, zanieczyszczeń i zużytych frakcji. Jeśli separator działa nieprawidłowo, w obiegu pozostaje materiał o obniżonej jakości, co destabilizuje cały proces. Dodatkowo zwiększa się obciążenie układu odpylania i wentylatorów.
Istotne jest także regularne uzupełnianie ścierniwa oraz kontrola jego parametrów. Utrzymanie odpowiedniej jakości materiału pozwala pracować przy niższych ustawieniach mocy i krótszym czasie obróbki.
W efekcie dobrze zarządzany obieg ścierniwa przekłada się na niższe zużycie energii i bardziej stabilny proces.
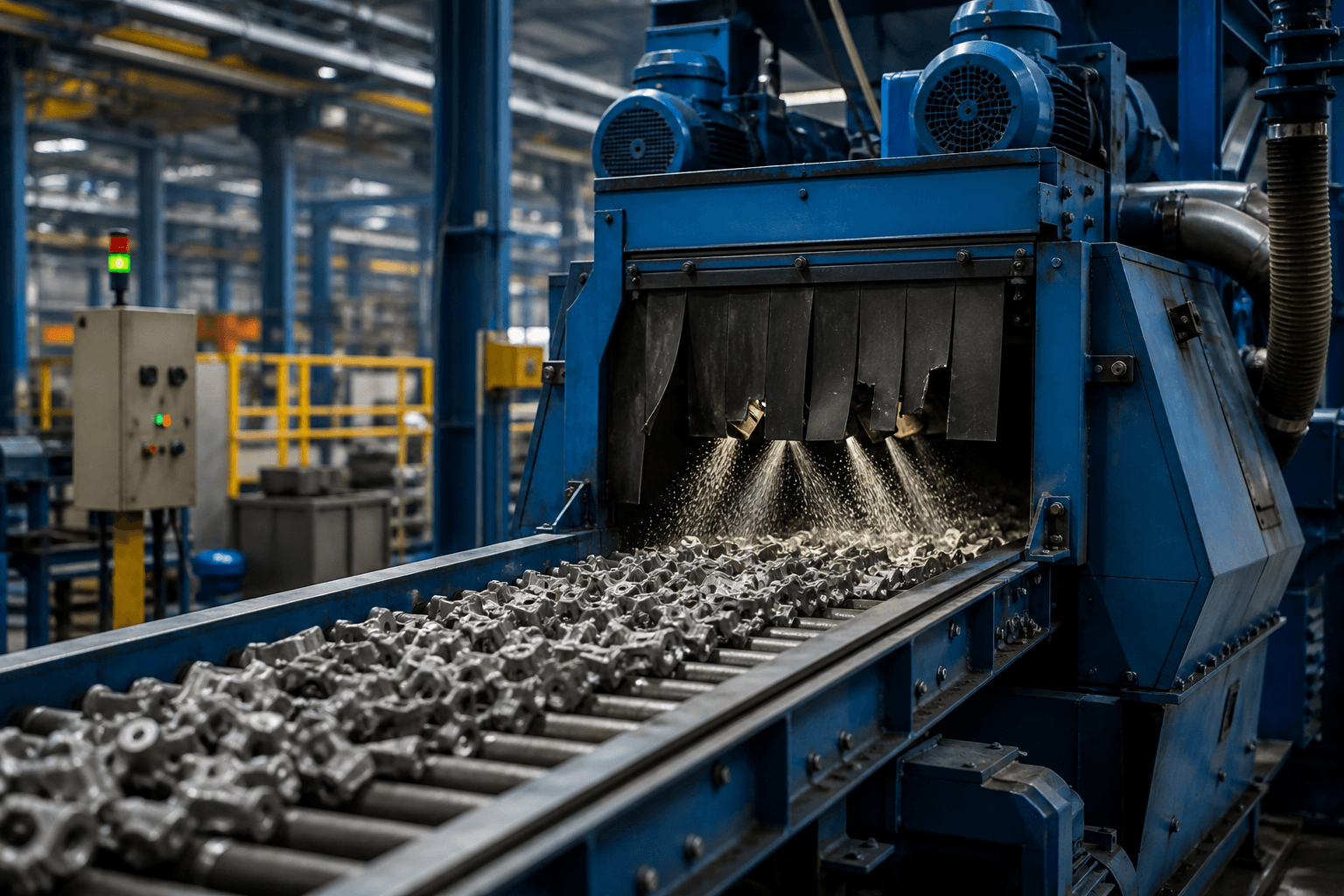
Obciążenie i sposób załadunku detali
Obciążenie śrutownicy oraz sposób załadunku detali mają bezpośredni wpływ na zużycie energii i efektywność całego procesu. Zbyt duża ilość elementów w komorze roboczej powoduje, że ścierniwo nie dociera równomiernie do wszystkich powierzchni. W efekcie konieczne jest wydłużenie czasu obróbki lub zwiększenie intensywności pracy turbin, co automatycznie podnosi zużycie energii.
Przeładowanie maszyny zwiększa również opory w systemie transportowym. Taśmy, rolki i inne elementy napędowe pracują pod większym obciążeniem, co wymaga większej mocy i przyspiesza ich zużycie. W dłuższej perspektywie prowadzi to nie tylko do wyższych kosztów energii, ale także częstszych przestojów serwisowych.
Z drugiej strony zbyt małe obciążenie również nie jest optymalne. Maszyna pracuje wtedy „na pusto”, zużywając energię, która nie przekłada się na odpowiednią ilość obrobionych detali. Kluczowe jest więc znalezienie właściwego poziomu załadunku, który zapewni maksymalne wykorzystanie potencjału śrutownicy.
Istotny jest także sposób rozmieszczenia detali. Nierównomierne ułożenie może powodować blokowanie strumienia ścierniwa i powstawanie miejsc niedoczyszczonych. To z kolei wymusza powtórną obróbkę lub korekty parametrów, co generuje dodatkowe zużycie energii.
Optymalny załadunek i przepływ detali pozwalają utrzymać stabilny proces i ograniczyć niepotrzebne straty energii.
Organizacja procesu i ciągłość pracy
Organizacja procesu śrutowania oraz ciągłość pracy mają duży wpływ na zużycie energii, choć często są pomijane przy analizie kosztów. W praktyce nie chodzi tylko o to, jak działa sama maszyna, ale w jaki sposób jest wykorzystywana w całym cyklu produkcyjnym. Częste zatrzymania i ponowne uruchamianie śrutownicy generują dodatkowe zużycie energii, które nie przekłada się bezpośrednio na produkcję.
Rozruch maszyny wymaga większego poboru mocy niż jej stabilna praca. Jeśli proces jest często przerywany, zużycie energii na jednostkę produktu rośnie. Podobnie działa praca w nieregularnym trybie, gdzie maszyna przez część czasu działa z pełną mocą, a przez część pozostaje niewykorzystana.
Istotne jest także planowanie produkcji i eliminowanie przestojów między kolejnymi partiami detali. Dobrze zorganizowany przepływ materiału pozwala utrzymać stałe obciążenie śrutownicy, co sprzyja efektywnej pracy i stabilnemu zużyciu energii. W przypadku pracy ciągłej maszyna osiąga optymalne warunki, w których energia jest wykorzystywana najbardziej efektywnie.
Nie bez znaczenia jest również synchronizacja śrutownicy z innymi etapami produkcji. Jeśli kolejne procesy nie są dobrze dopasowane czasowo, może dochodzić do niepotrzebnych przerw lub pracy „na pusto”.
Świadome zarządzanie organizacją pracy pozwala ograniczyć straty energii i zwiększyć efektywność całego procesu.
Podsumowanie
Zużycie energii w procesie śrutowania zależy od wielu czynników, które wzajemnie na siebie oddziałują. Nie jest to wynik jednego ustawienia czy jednego elementu maszyny, lecz efekt całego systemu – od stanu technicznego śrutownicy, przez jakość ścierniwa, aż po organizację pracy i sposób załadunku detali. Dlatego próby ograniczenia kosztów energii tylko w jednym obszarze rzadko przynoszą oczekiwane rezultaty.
Kluczowe znaczenie ma utrzymanie maszyny w dobrym stanie technicznym oraz regularna kontrola elementów eksploatacyjnych. Równie ważna jest optymalizacja parametrów pracy, które powinny być dostosowywane do aktualnych warunków produkcji, a nie ustawione raz na stałe. Istotną rolę odgrywa także jakość ścierniwa oraz sprawność systemu separacji, które bezpośrednio wpływają na efektywność wykorzystania energii.
Nie można pominąć organizacji procesu. Ciągła, stabilna praca śrutownicy pozwala lepiej wykorzystać dostarczaną energię i ograniczyć straty wynikające z częstych rozruchów czy przestojów.
W praktyce oznacza to, że realne oszczędności pojawiają się wtedy, gdy proces jest analizowany całościowo. Nawet drobne usprawnienia w kilku obszarach jednocześnie mogą znacząco obniżyć zużycie energii i poprawić efektywność produkcji.