Wprowadzenie
Proces śrutowania jest jednym z kluczowych etapów przygotowania powierzchni w wielu gałęziach przemysłu. Od jego jakości zależy nie tylko wygląd elementu, ale przede wszystkim trwałość powłok ochronnych, odporność na korozję oraz powtarzalność całej produkcji. W praktyce jednak nawet nowoczesne maszyny i dobre materiały ścierne nie gwarantują właściwego efektu, jeśli sam proces nie jest poprawnie zaplanowany i kontrolowany. W wielu zakładach te same błędy powtarzają się latami, generując niepotrzebne koszty, przestoje oraz problemy jakościowe widoczne dopiero na etapie lakierowania lub montażu. Często wynikają one z pośpiechu, braku wiedzy technologicznej lub niedopasowania parametrów do konkretnego detalu. W tym artykule omawiamy najczęstsze błędy pojawiające się w procesie śrutowania oraz pokazujemy, jak ich skutecznie unikać, aby uzyskać stabilny, powtarzalny i ekonomiczny proces obróbki powierzchni.
Nieprawidłowy dobór ścierniwa do rodzaju obrabianej powierzchni
Nieprawidłowy dobór ścierniwa to jeden z najczęstszych i jednocześnie najbardziej kosztownych błędów w procesie śrutowania. Wiele problemów jakościowych bierze się nie z samej maszyny, lecz z użycia materiału ściernego, który nie jest dopasowany do rodzaju obrabianej powierzchni ani oczekiwanego efektu końcowego. Każdy detal różni się twardością, kształtem oraz wymaganiami dotyczącymi chropowatości, dlatego stosowanie jednego uniwersalnego ścierniwa rzadko przynosi dobre rezultaty.
Zbyt agresywne ścierniwo może prowadzić do nadmiernego uszkodzenia powierzchni, powstawania mikropęknięć lub deformacji cienkich elementów. W konsekwencji detal może nie spełniać norm jakościowych lub wymagać dodatkowej obróbki, co wydłuża czas produkcji i zwiększa koszty. Z kolei zbyt drobne lub zbyt miękkie ścierniwo nie zapewni odpowiedniego stopnia oczyszczenia, przez co na powierzchni pozostaną zanieczyszczenia, zgorzelina lub resztki starej powłoki. Taki element, mimo że wizualnie może wyglądać poprawnie, będzie miał znacznie gorszą przyczepność farby lub powłoki ochronnej.
Częstym problemem jest również brak kontroli nad zużyciem ścierniwa. Z czasem traci ono swoje właściwości robocze, zmienia się jego frakcja i skuteczność oddziaływania na powierzchnię. Jeśli zużyte ścierniwo nie jest regularnie wymieniane lub separowane, proces śrutowania staje się nieprzewidywalny i trudny do powtarzalnego ustawienia.
Aby uniknąć tych błędów, konieczna jest analiza rodzaju materiału obrabianego, oczekiwanej chropowatości oraz dalszych etapów technologicznych. Dobór odpowiedniego ścierniwa powinien być świadomą decyzją technologiczną, a nie kompromisem wynikającym z dostępności magazynowej. Regularna kontrola jakości ścierniwa oraz testy procesowe pozwalają utrzymać stabilny efekt śrutowania i ograniczyć ryzyko kosztownych poprawek.
Źle ustawione parametry pracy śrutownicy
Nieprawidłowo ustawione parametry pracy śrutownicy to kolejny częsty błąd, który bezpośrednio wpływa na jakość i powtarzalność procesu śrutowania. Nawet najlepiej dobrane ścierniwo i nowoczesna maszyna nie przyniosą oczekiwanych rezultatów, jeśli prędkość wyrzutu, czas obróbki czy intensywność pracy urządzenia nie są dopasowane do konkretnego detalu. W praktyce parametry bardzo często ustawia się „na oko” lub według schematów wypracowanych dla zupełnie innych elementów.
Zbyt wysoka intensywność śrutowania może prowadzić do nadmiernego zużycia ścierniwa, uszkodzeń powierzchni, a w skrajnych przypadkach do deformacji elementów o mniejszej grubości. Pojawiają się również niepożądane naprężenia, które mogą ujawnić się dopiero na dalszym etapie produkcji. Z kolei zbyt niskie parametry skutkują niedostatecznym oczyszczeniem powierzchni i brakiem wymaganej chropowatości, co bezpośrednio wpływa na słabą przyczepność powłok ochronnych.
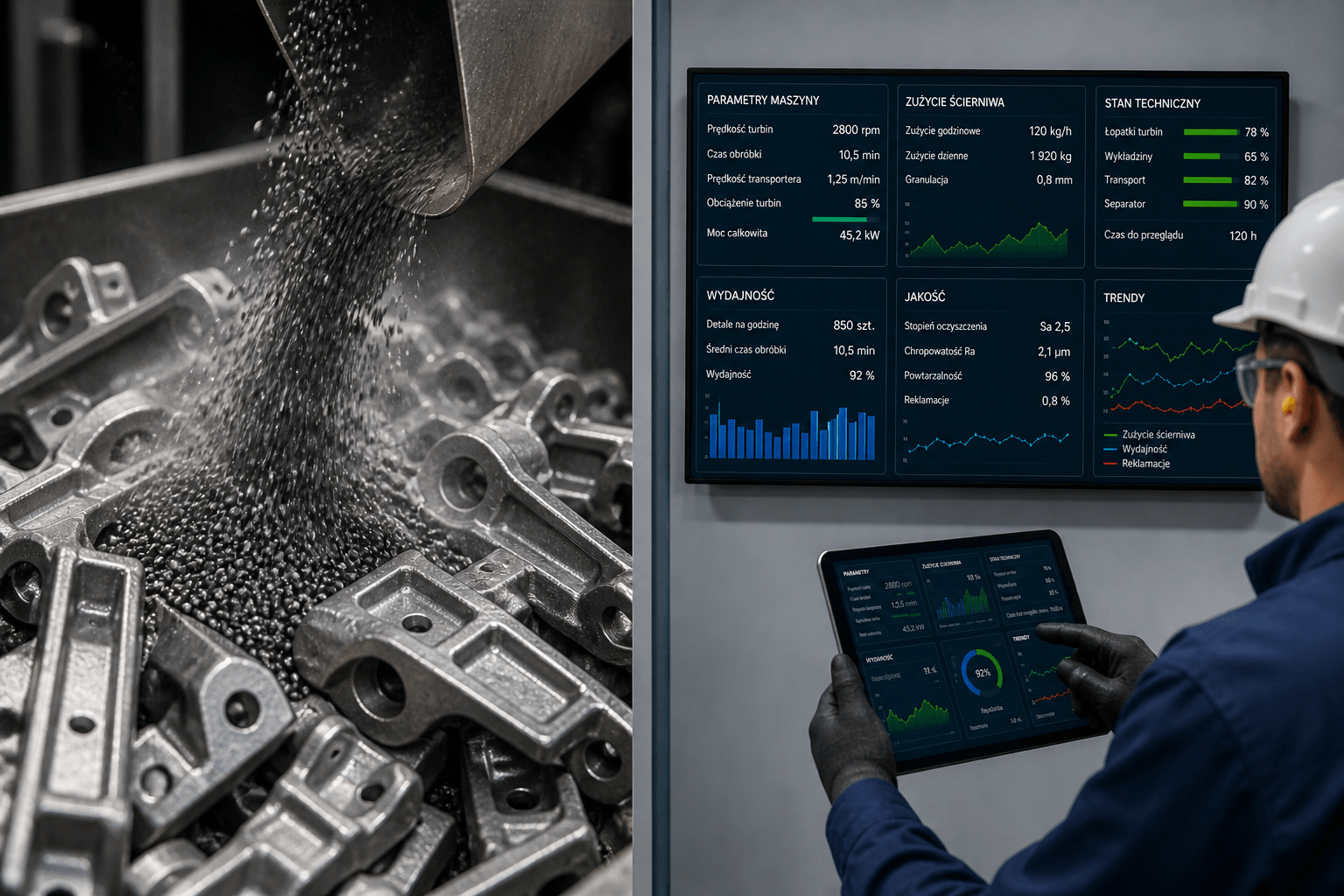
Częstym problemem jest także brak standaryzacji ustawień. W wielu zakładach różni operatorzy stosują własne parametry pracy, co prowadzi do rozbieżności jakościowych między kolejnymi partiami produkcyjnymi. Brak jasno określonych wytycznych i procedur sprawia, że proces staje się trudny do kontroli, a ewentualne reklamacje klientów są trudne do jednoznacznego wyjaśnienia.
Aby uniknąć tych błędów, konieczne jest precyzyjne określenie parametrów procesu dla konkretnych typów detali i materiałów. Warto wdrożyć dokumentację technologiczną, która jasno definiuje ustawienia śrutownicy oraz dopuszczalne odchylenia. Regularne testy, pomiary efektów obróbki oraz szkolenia operatorów pozwalają utrzymać stabilny proces, ograniczyć zużycie komponentów i zapewnić powtarzalną jakość śrutowania w dłuższej perspektywie.
Nierównomierne pokrycie powierzchni i martwe strefy obróbki
Nierównomierne pokrycie powierzchni oraz powstawanie tzw. martwych stref to problem, który często pozostaje niezauważony aż do momentu dalszej obróbki lub aplikacji powłok ochronnych. Element może sprawiać wrażenie prawidłowo przygotowanego, jednak lokalne niedoczyszczenia lub różnice w chropowatości prowadzą do obniżenia jakości całego wyrobu. W praktyce jest to jeden z częstszych powodów problemów z przyczepnością farby, łuszczeniem się powłok oraz reklamacjami klientów.
Główną przyczyną nierównomiernego śrutowania jest niewłaściwe rozmieszczenie detali w komorze roboczej lub ich nieodpowiednie zawieszenie. Elementy ustawione zbyt blisko siebie, zasłaniające się nawzajem lub posiadające skomplikowaną geometrię mogą powodować, że strumień ścierniwa nie dociera równomiernie do wszystkich powierzchni. Dodatkowo źle ustawiony kierunek wyrzutu ścierniwa lub zużyte elementy robocze śrutownicy mogą potęgować ten problem.
Kolejnym czynnikiem jest brak rotacji detali lub niewłaściwy czas obróbki. Zbyt krótki cykl nie pozwala na równomierne oczyszczenie całej powierzchni, natomiast zbyt długi może prowadzić do nadmiernej obróbki tylko wybranych obszarów. W efekcie część elementu jest przygotowana poprawnie, a część pozostaje niedostatecznie obrobiona.
Aby uniknąć tych błędów, należy zwrócić szczególną uwagę na sposób załadunku i mocowania detali w śrutownicy. Warto stosować rozwiązania umożliwiające rotację elementów oraz regularnie kontrolować stan turbin, dysz i osłon kierujących strumień ścierniwa. Testy próbne, wizualna kontrola powierzchni oraz pomiary chropowatości pozwalają szybko wykryć martwe strefy i skorygować ustawienia, zanim problem przełoży się na straty produkcyjne.
Brak regularnej kontroli zużycia ścierniwa i elementów roboczych
Brak regularnej kontroli zużycia ścierniwa oraz elementów roboczych to błąd, który stopniowo obniża jakość procesu śrutowania, często bez natychmiastowych, widocznych objawów. W wielu zakładach ścierniwo pracuje znacznie dłużej, niż powinno, a jego rzeczywisty stan nie jest na bieżąco analizowany. Z czasem zmienia się jego granulacja, kształt oraz skuteczność oddziaływania na powierzchnię, co prowadzi do coraz mniej przewidywalnych efektów obróbki.
Zużyte ścierniwo traci energię kinetyczną i zdolność skutecznego oczyszczania detali. W praktyce oznacza to konieczność wydłużania czasu śrutowania lub zwiększania intensywności pracy maszyny, co generuje dodatkowe koszty i przyspiesza zużycie urządzeń. Jednocześnie na powierzchni elementów mogą pozostawać zanieczyszczenia, zgorzelina lub resztki starej powłoki, które nie zawsze są widoczne gołym okiem, ale mają istotny wpływ na dalsze etapy produkcji.
Podobny problem dotyczy elementów roboczych śrutownicy, takich jak turbiny, łopatki, dysze czy osłony. Ich zużycie zmienia kierunek oraz intensywność strumienia ścierniwa, co prowadzi do nierównomiernego śrutowania i powstawania martwych stref. Brak systematycznej kontroli tych komponentów często skutkuje nagłymi awariami, nieplanowanymi przestojami i kosztownymi naprawami.
Aby uniknąć tego typu problemów, konieczne jest wdrożenie regularnych przeglądów oraz harmonogramu kontroli zużycia ścierniwa i kluczowych podzespołów. Monitorowanie frakcji ścierniwa, jego czystości oraz ilości drobnych cząstek pozwala utrzymać stabilne parametry procesu. Równie ważna jest bieżąca ocena stanu elementów roboczych i ich wymiana w odpowiednim momencie, zanim ich zużycie zacznie negatywnie wpływać na jakość śrutowania i koszty produkcji.
Zaniedbania w serwisie i konserwacji urządzeń do śrutowania
Zaniedbania w serwisie i konserwacji urządzeń do śrutowania to jeden z najpoważniejszych błędów, który z czasem prowadzi do spadku jakości procesu oraz wzrostu kosztów eksploatacyjnych. W wielu zakładach przeglądy maszyn wykonywane są dopiero w momencie awarii lub wyraźnego pogorszenia efektów śrutowania. Takie podejście sprawia, że drobne usterki narastają, prowadząc do poważniejszych problemów technicznych i nieplanowanych przestojów produkcyjnych.
Brak regularnej konserwacji wpływa nie tylko na żywotność samej śrutownicy, ale również na stabilność parametrów procesu. Zużyte uszczelnienia, nieszczelności w układzie obiegu ścierniwa czy zabrudzone filtry powodują spadek wydajności i niekontrolowane straty materiału ściernego. Dodatkowo zaniedbane elementy napędowe oraz układy sterowania mogą pracować nierównomiernie, co bezpośrednio przekłada się na jakość obróbki powierzchni.
Częstym problemem jest również brak dokumentacji serwisowej i jasno określonych procedur konserwacyjnych. Bez harmonogramu przeglądów trudno ocenić rzeczywisty stan techniczny maszyny i zaplanować wymiany zużywających się części. W efekcie serwis ma charakter reaktywny, zamiast zapobiegawczy, co zwiększa ryzyko nagłych awarii i przestojów całej linii produkcyjnej.
Aby uniknąć tych błędów, warto wdrożyć plan regularnej konserwacji i serwisu urządzeń do śrutowania, dostosowany do intensywności ich pracy. Systematyczne przeglądy, czyszczenie kluczowych podzespołów oraz kontrola elementów narażonych na największe zużycie pozwalają wykryć problemy na wczesnym etapie. Dobrze zaplanowany serwis wydłuża żywotność maszyn, stabilizuje proces śrutowania i ogranicza ryzyko kosztownych przestojów produkcyjnych.
Podsumowanie
Podsumowując, skuteczny i powtarzalny proces śrutowania wymaga znacznie więcej niż tylko odpowiedniej maszyny i materiału ściernego. Kluczowe znaczenie ma świadome podejście do całego procesu, obejmujące właściwy dobór ścierniwa, precyzyjne ustawienie parametrów pracy, prawidłowe rozmieszczenie detali oraz regularną kontrolę stanu technicznego urządzeń. Zaniedbania w którymkolwiek z tych obszarów szybko przekładają się na spadek jakości, wzrost kosztów oraz ryzyko reklamacji. Eliminacja najczęstszych błędów nie wymaga skomplikowanych działań, lecz konsekwencji, standaryzacji i bieżącej kontroli procesu. Dobrze zaplanowane śrutowanie pozwala uzyskać stabilne efekty, wydłużyć żywotność maszyn i zapewnić wysoką jakość powierzchni, która spełnia wymagania kolejnych etapów produkcji.